Hexavalent Chromium: Feasible Engineering Controls for Welding Operations
OSHA requires exposures to hexavalent chromium (Cr[VI]) above the permissible exposure limit (PEL) of 5 micrograms per cubic meter (μg/m³) to be reduced using feasible engineering controls, which is consistent with other substance-specific standards and good industrial hygiene practice. If feasible engineering controls do not sufficiently reduce exposures to below the PEL, exposures must be maintained as low as feasibly achievable via engineering controls and supplemented with respiratory protection. Job rotation is specifically prohibited to achieve compliance. Compliance with utilizing feasible engineering controls became effective on May 31, 2010. This provision does not apply where employees are not exposed to Cr(VI) for 30 or more days in 12 consecutive months. This paper summarizes considerations for engineering controls for welding applications such as substitution (including welding process changes) and local exhaust ventilation.
SUBSTITUTION
Eliminating or minimizing potential Cr(VI) exposures by substituting materials and processes that generate fewer Cr(VI) fumes should be the first consideration for feasible engineering controls. Possible options for substituting materials and processes to reduce potential Cr(VI) exposures are described below.
Welding Processes
Different welding processes have different fume generation rates. Gas tungsten arc welding (GTAW, also referred to as tungsten inert gas [TIG] welding) and submerged arc welding (SAW) are inherently low in fume generation. Whereas, shielded metal arc welding (SMAW, also referred to as “stick welding”) and flux-cored arc welding (FCAW) tend to produce the most fumes. However, not all welding processes can be used in all situations. SAW is limited to flat and horizontal positions. GTAW has a very low deposition rate and is not a good choice for production welding. Conversely, FCAW has a high deposition rate, which makes it a popular choice for heavy production welding. SMAW is a popular choice for repair welding due to its low cost, portability, and ease of use. However, SMAW has the potential to produce significant Cr(VI) exposures since the alkali ingredients, such as sodium and potassium, in the flux coating tends to stabilize Cr(VI). Gas metal arc welding (GMAW, also referred to as tungsten inert gas [TIG] welding) tends to produce less fumes than SMAW and FCAW but more fumes than GTAW and SAW operations.
Automatic and Mechanized Equipment
Use of automatic and mechanized equipment may help reduce exposure in certain situations by further distancing the operator’s breathing zone from the welding zone. But mechanized equipment may not be practical in many situations due to the setup time and cost of equipment. The amount of welding and/or the size of a tank or job, the type of weld joint, and weld position are factors that need to be considered when determining the viability of using automatic or mechanized welding equipment. Also, be aware that use of mechanized equipment tends to increase the welding rate, thus, also tends to increase the fume generation rate.
Pulsed Power GMAW
Pulsed power welding is a GMAW process in which the power is cyclically programmed to pulse so that effective, but short, duration values of power can be utilized. Small metal droplets are transferred directly through the arc to the workpiece. The current alternates from a low background current, which begins to melt the wire while maintaining the arc, to a high peak current during which spray transfer occurs. One droplet is formed during each high peak current pulse. The average arc energy during this pulsed process is significantly lower during conventional GMAW spray transfer, thus, reducing the amount of welding wire that is vaporized.
Wallace, Landon, Song, and Echt (2001) showed a 24% significant reduction in total weld fume personal air sampling results for pulsed power welding as compared to conventional GMAW welding when welding mild steel in production environments. This study also showed that average airborne concentrations of metal fume constituents from conventional GMAW were significantly higher than airborne concentrations during pulsed GMAW (Wallace et al., 2001). As a result, studies conducted in both laboratories and production environments have shown that GMAW with a pulsing power source produces fewer fumes than GMAW using a steady-current power source. However, pulsed power welding is only a viable optional for GMAW operations. This technology is not suitable for flux-cored wire.
Substituting Consumable Materials
 According to the American Welding Society (AWS), approximately 95% of the fumes originate from the consumable electrode. Thus, the amount of Cr(VI) produced is largely influenced by the composition of the consumable electrode, including the flux ingredients. Substituting materials for stain-less steel or other steels with a lower chromium is often not a viable option. Stainless steel and other Cr-alloy steels have certain desired properties (such as corrosion resistance, durability, ductility, etc.) that adequate substitutes are not available. The Ohio State University has on-going research to develop a Cr-free consumable that is compatible with welding stainless steel material, including Types 304 and 316. The consumable composition is a nickel-copper based system and may contain additions of Molybdenum and Paladium to improve the corrosion resistance of the deposit. Initial testing has shown that these consumable compositions have good weldability, strength, and ductility comparable to welds made with Type 308L/304L filler metal. The corrosion resistance is also comparable (Kim, Frankel, & Lippold, 2006). Research is continuing to identify specific composition ranges for these consumables and to commercialize a shielded metal arc welding electrode. However, a chromium-free consumable for welding stain-less steel is not commercially available at this time. Finally, metal concentrations and flux compositions of welding consumables can differ substantially between manufacturers. Also as mentioned previously, alkali materials, such as sodium and potassium, are often present in many flux coatings and stabilize Cr(VI) (Fiore, 2006). Therefore, the composition of the flux coating can be a factor in stabilizing Cr(VI) compounds. However, more field studies in this area are needed.
According to the American Welding Society (AWS), approximately 95% of the fumes originate from the consumable electrode. Thus, the amount of Cr(VI) produced is largely influenced by the composition of the consumable electrode, including the flux ingredients. Substituting materials for stain-less steel or other steels with a lower chromium is often not a viable option. Stainless steel and other Cr-alloy steels have certain desired properties (such as corrosion resistance, durability, ductility, etc.) that adequate substitutes are not available. The Ohio State University has on-going research to develop a Cr-free consumable that is compatible with welding stainless steel material, including Types 304 and 316. The consumable composition is a nickel-copper based system and may contain additions of Molybdenum and Paladium to improve the corrosion resistance of the deposit. Initial testing has shown that these consumable compositions have good weldability, strength, and ductility comparable to welds made with Type 308L/304L filler metal. The corrosion resistance is also comparable (Kim, Frankel, & Lippold, 2006). Research is continuing to identify specific composition ranges for these consumables and to commercialize a shielded metal arc welding electrode. However, a chromium-free consumable for welding stain-less steel is not commercially available at this time. Finally, metal concentrations and flux compositions of welding consumables can differ substantially between manufacturers. Also as mentioned previously, alkali materials, such as sodium and potassium, are often present in many flux coatings and stabilize Cr(VI) (Fiore, 2006). Therefore, the composition of the flux coating can be a factor in stabilizing Cr(VI) compounds. However, more field studies in this area are needed.
LOCAL EXHAUST VENTILATION (LEV)
There are five basic components of a LEV system. All LEV systems have at least a fan that supplies static pressure and physically moves the air, ductwork, and a hood. The hood comes in various configurations and directly affects the capture efficiency. A major mistake by LEV users, especially those using portable LEV units, is the failure to use a hood type that minimizes hood entry losses.
 A system with merely a plain exhaust duct as its hood has the lowest capture efficiency as compared to other hood types (such as flanged hoods, cone-shaped or tapered hoods, etc.). The duct is a significant contributor to airflow loss due to friction. Airflow loss also occurs from elbows and bends, expansions and contractions, branch entries, and transition pieces to fans or air cleaners. Calculating the amount of airflow loss of a system can be cumbersome and complicated. Friction loss in a duct de-pends on the roughness of the material, diameter, velocity pressure (VP), and duct length. The key point regarding ducts is to avoid long runs of duct and minimize kinks, bends, and elbows.The LEV system may or may not be equipped with an air clean-er. Using LEV systems equipped with an air cleaner is particularly important when air is to be re-circulated. This is often the case when welding inside large tanks or vessels where it is not practical to run several ducts to the outside or in locations or where long lengths of duct would be necessary and possibly creating too much airflow loss to be effective. There are a couple of options for air cleaning devices found in fume extraction systems: 1) electrostatic precipitators (ESPs) and 2) cartridge/fabric filtration. Both are capable of capturing sub-micron particles. ESPs are good for removing submicron-sized particles but they cannot handle heavy fume loadings and require frequent maintenance.
A system with merely a plain exhaust duct as its hood has the lowest capture efficiency as compared to other hood types (such as flanged hoods, cone-shaped or tapered hoods, etc.). The duct is a significant contributor to airflow loss due to friction. Airflow loss also occurs from elbows and bends, expansions and contractions, branch entries, and transition pieces to fans or air cleaners. Calculating the amount of airflow loss of a system can be cumbersome and complicated. Friction loss in a duct de-pends on the roughness of the material, diameter, velocity pressure (VP), and duct length. The key point regarding ducts is to avoid long runs of duct and minimize kinks, bends, and elbows.The LEV system may or may not be equipped with an air clean-er. Using LEV systems equipped with an air cleaner is particularly important when air is to be re-circulated. This is often the case when welding inside large tanks or vessels where it is not practical to run several ducts to the outside or in locations or where long lengths of duct would be necessary and possibly creating too much airflow loss to be effective. There are a couple of options for air cleaning devices found in fume extraction systems: 1) electrostatic precipitators (ESPs) and 2) cartridge/fabric filtration. Both are capable of capturing sub-micron particles. ESPs are good for removing submicron-sized particles but they cannot handle heavy fume loadings and require frequent maintenance.
Depending on the filtration system, some cartridge/fabric filters may be able to collect submicron particles suitable for welding fumes. Maintenance of filtration systems is easier than ESPs but filters must be periodically replaced and/or cleaned to avoid excessive static pressure drops. The frequency of filter changing depends on fume loading. In some situations, filter changes and cleaning may need to occur daily for the smaller, more portable fume extraction units. Regardless, of the type of air cleaner utilized, poor maintenance results in poor fume collection! Please note that respirators and protective clothing may also be needed when changing or cleaning filters. Be sure to characterize the waste to determine if the filters and particulates need to be treated as hazardous waste. However, much of the Cr(VI) compounds may be converted to Cr(III), especially after several days.
Fume Control Considerations
Some studies have examined the effectiveness of LEV in controlling welding fume exposures. In general, the overall conclusions are that LEV may significantly reduce fume exposure. Wallace and Fischbach (2002) examined the effectiveness of two types of portable LEV units during SMAW inside a building and outside in a semi-enclosed tank at a boilermaker union training facility. The study indicated that LEV does not capture all the fumes, thus, does not eliminate exposure. There are also situations where LEV will not reduce exposures below applicable occupational exposure limits (Wallace & Fischbach, 2002).
Key fume control characteristics and considerations are summarized as follows:
- Fumes are greatly influence by air currents. Air currents created by either natural or mechanical ventilation can be factors in determining how well the fumes are captured. Using LEV out-doors (or even semi-enclosed spaces) has been shown to be less effective in capturing fumes due to opposing air currents.
- Studies have shown that LEV significantly reduces fume exposure but does not eliminate exposures because not all the fumes will be captured. Using LEV systems also does not guarantee that exposures will be below applicable PELs.
- The amount of fumes captured and the resulting exposures depend on the configuration of the LEV unit, the capture velocity, the welder’s work practices, and maintenance of the LEV units.
- For fume extraction systems without an air cleaner (such as a filtration system or ESP), consider where the fumes are being exhausted. Are fumes exhausted to a different area in the work environment? Does it create a potential exposure problem for other workers? For fixed systems with a stack, where is the stack exhaust located? Is it near any air intakes that may cause the exhausted fumes to re-enter the building or structure?
Types of Fume Extraction Systems
Fume extraction systems can generally be categorized as 1) fixed and flexible systems, 2) portable LEV units, and 3) fume extraction guns. Examples of these systems/units and their advantages and limitations are described below.
Fixed/flexible fume extraction systems: An example of a fixed fume extraction system is a welding booth that contains a backdraft or downdraft ventilation system. Some systems even have a canopy hood; however, systems with a canopy hood are not an effective option since the fumes will likely pass through the welder’s breathing zone before being captured by the hood and exhausted out of the room or work area. Fixed systems can also have movable extraction arms, which provide more flexibility than backdraft welding booths. Free-hanging air cleaners are found in some shops and facilities but these systems are not a LEV option since fumes are not captured at the source; therefore, fumes are likely to pass through the breathing zone before being captured by the air cleaner.

Advantages of fixed fume extraction systems include:
- Airflow losses can be more easily controlled.
- The system is more readily available for use once the initial setup is complete.
- The system can be designed with higher capacity fan to increase airflow, if needed. Therefore, longer runs of duct (as compared to portable units) can be used.
Disadvantages of fixed fume extraction systems include:
- The initial setup cost is relatively high.
- The object being welded may partially block the airflow, thereby, obstructing the capture efficiency. Backdraft welding booths are limited to welding small parts for this reason.
- Fixed systems with flexible fume extraction arms must be properly positioned and/or adjusted before and during welding.
Portable fume extraction units: The two most common types of portable units are high-volume, low-vacuum systems and high-vacuum, low-volume systems. High-volume, low-vacuum systems use large diameter ducts or hoses that provide for larger capture distances. High-vacuum, low-volume systems tend to be more portable but they use smaller hoses, and as a consequence, the capture distance is generally smaller. Also, if equipped with a filtering system, the smaller units tend to have lower fume loading capacities. Using portable fume extractors require the welder to make frequent adjustments to the hood placement. Also, long runs of flexible ducts may be needed (causing more airflow loss) unless the unit is equipped with an air cleaner.
Advantages of portable fume extraction units include:
- Portable units are available in different sizes. Mobility is increased with smaller units.
- Setup cost is relatively low compared to fixed systems.
Disadvantages of portable fume extraction units include:
- The welder must make frequent adjustments to the hood placement.
- The fan size is limited due to size limitations of the unit; therefore, limiting the airflow and maximum duct length of the system.
- Air cleaners, if equipped, tend to have less fume loading capacities (as compared to fixed units). Thus, more frequent maintenance is required.
Fume extraction guns (FEGs): One solution to the problems associated with frequently repositioning exhaust hoses is to use a FEG.There are a couple of basic FEG designs. One incorporates the ventilation direction into the gun design. Lines for the shielding gas and welding wire are encased in a large, single line leading from the gun. The other type is a conventional type in which the lines for the shielding gas, welding wire, and air exhaust remain separate from welding gun.
Wallace, Shulman, and Sheehy (2001) examined the effectiveness of FEGs during mild steel FCAW operations. The study concluded that FEGs appear to help reduce exposures but did not effectively control all of the welding fume emissions. The study further showed that even when using FEGs, the breathing zone airborne concentrations of welding fume and its components were still above recognized occupational exposure limits (Wallace et al., 2001).
Advantages of fume extraction guns include:
- FEGs allow for high welder mobility.
- FEGs eliminate the need for welders to frequently reposition the exhaust hood as welding progresses.
Disadvantages of fume extraction guns include:
- The use of FEGs is limited to GMAW and FCAW processes.
- The added weight of the welding gun can create ergonomic issues, especially for those who perform a considerable amount of time welding.
- Welding in positions other than flat or horizontal positions may reduce the capture efficiency.
- FEGs do not remove residual fumes. Welders have a tendency to remove the gun away from the welding zone when he/she breaks the arc, which causes residual fumes to be uncaptured.
Capture Velocity
The capture velocity is the key measure in evaluating the effectiveness of a LEV system. The capture velocity is defined as the velocity necessary to overcome opposing air currents to allow welding fumes to be captured. The American Conference for Governmental Industrial Hygienists (ACGIH, 1998), in its Industrial Ventilation Manual, recommends the capture velocity to be between 100 to 200 feet per minute (fpm) for contaminants released at low velocity into moderately still air, such as typical welding operations (ACGIH, 1998). For welding involving toxic metals (e.g., Cr[VI]), the capture velocity should be near the upper end of this recommended range. Generally, hoods need to be within 12 inches to maintain this capture velocity. However, in many cases, the hood may need to be just a few inches from the welding zone.
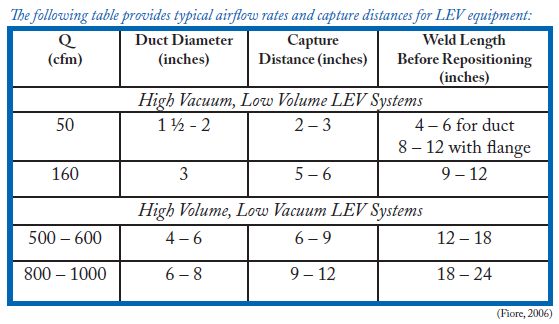
The maximum acceptable distance to maintain the minimum capture velocity depends on several factors. These include:
Duct size: The smaller the duct or hood, the closer the hood needs to be to the welding arc to effectively capture the fumes. As a rule-of-thumb, the capture distance should be within 1 ½ times the diameter of the duct. For instance, a two-inch duct usually requires the exhaust inlet to be just within 3 inches from the welding zone to have some effect in capturing the fumes.
Airflow through the duct/hood: As the airflow decreases, a shorter capture distance may be needed.
Presence and type of hood: Different hood configurations have different capture efficiencies. A simple hood with no flange has the lowest capturing efficiency. A square hood also tends to have a lower capture efficiency than a round hood. Hood entry loss coefficients are published in ACGIH’s Industrial Ventilation Manual for a number of different types of hoods (ACGIH, 1998).
The magnitude and direction of other air currents (Spear, 2007): The magnitude and direction of other air currents also play a role in the capture distance. If there are strong opposing currents, the hood will need to be positioned just a few inches to have some effectiveness, if any, depending on the magnitude of the opposing air currents. For this reason, using LEV outdoors has limited effectiveness to control welding fumes. LEV is also not a viable option for some activities (e.g., air arc gouging operations) due to the large opposing air currents generated by the process.
The hood location in relation to the natural plume travel (Spear, 2007): When welding a vertical seam inside a tank with little or no opposing air current, the plume tends to rise straight up. In this situation, the hood can be positioned further away providing it is reasonably in line with the plume’s natural path of travel. For flexible and portable systems, the nozzle or hood should be re-positioned regularly during the course of welding. Adding a flange to the nozzle increases the capture distance, which also increases the length of weld that can be made before the exhaust nozzle (or hood) needs to be re-positioned.
LEV Guidelines
In summary, guidelines and considerations for using LEV for welding fume control are provided below.
Minimize airflow losses. The duct is a major source of airflow loss due to friction. Smooth, short ducts with no bends are ideal but usually not practical. So, keep duct runs as short as possible. Most of these portable fume extraction units limit the extraction arm to about 10 to 15 feet for this reason. Also, periodically inspect flexible ducts for holes as this may also be another source of air loss.
Avoid using plain ducts as capture hoods. Exhaust inlets without a flange requires about 25% more airflow.
Perform frequent maintenance of LEV units. For units with a filtration system, the airflow will decrease as the filter or air cleaner becomes loaded. This static pressure drop can be significant. Therefore, the filters need to be changed frequently. The frequency depends on the fume loading. On the low volume, high vacuum (i.e., smaller more portable units), the filters may need to be cleaned and/or changed daily.
Assess/control opposing air currents. The effectiveness of LEV for welding has limited effectiveness outdoors or even semi-en-closed areas because fumes are greatly affected by air currents. Assessing opposing air currents can be done by simply observing how the plume behaves. If the plume dissipates rapidly before it reaches the hood, this may be an indication that the opposing air currents are too great for the LEV unit to be effective. To minimize the effects of opposing air currents, increase the airflow of the LEV system, shield the welding area from natural drafts or other opposing air currents, and/or if possible, locate the capture hood in the plume’s natural path of travel.
Implement administrative procedures to increase LEV effectiveness. Providing LEV units to welders is not enough. A certain amount of administrative controls is needed for LEVs to be effective. This may include establishing LEV policies and procedures that outline requirements for using LEV when engaging in certain types of welding activities and/or in enclosed spaces, measuring the capture velocities frequently, establishing a maintenance schedule for fume extraction systems (such as cleaning and/or changing the filtering system), and establishing PPE requirements to supplement engineering controls (when needed). These policies and procedures should be enforced as other safety and health requirements on the job.
GENERAL/DILUTION VENTILATION
Although general/dilution ventilation is often used when welding indoors or inside enclosed spaces, LEV is preferred for fume control since it attempts to capture fumes at the source. The effect on the plume’s travel path is unpredictable when using only general/dilution ventilation. When using both general/dilution ventilation and local exhaust ventilation, be aware of the air currents that the general/dilution ventilation is creating as this may impact the effectiveness of the local exhaust ventilation. Also, please note that welding outdoors does not guarantee that welding fume and Cr(VI) exposure levels will be below occupational exposure limits. General/dilution ventilation and natural ventilation have limited effectiveness if it causes the plume’s tendency to travel through the welder’s breathing zone.
SUMMARY
OSHA requires employers to implement feasible engineering controls to reduce Cr(VI) exposures below the PEL. There are several factors that contribute to the magnitude of exposure and multiple control measures may be needed.
Welding process changes should be considered but may not be  feasible in many cases. SMAW can generate significant Cr(VI) exposures and should be avoided when welding chromium-containing steels. For SMAW, FCAW, and GMAW, consider using LEV to reduce exposures; however, in some cases, LEV alone may not be sufficient. Use respiratory protection to supplement exposure control efforts, if needed, or as interim protection until feasible engineering controls are effectively implemented. Finally, the effectiveness of engineering controls should be evaluated by additional exposure monitoring.
feasible in many cases. SMAW can generate significant Cr(VI) exposures and should be avoided when welding chromium-containing steels. For SMAW, FCAW, and GMAW, consider using LEV to reduce exposures; however, in some cases, LEV alone may not be sufficient. Use respiratory protection to supplement exposure control efforts, if needed, or as interim protection until feasible engineering controls are effectively implemented. Finally, the effectiveness of engineering controls should be evaluated by additional exposure monitoring.
References
American Conference for Governmental Industrial Hygienists (ACGIH). (1998). Industrial Ventilation: A Manual of Recommended Practice (23rd ed.). Cincinnati, OH: ACGIH.
Fiore, S. (2006). Reducing exposure to hexavalent chromium in welding fumes. Welding Journal, 85(8), 38-42.
Kim, Y., Frankel, G., & Lippold, J. (2006). Development of a chromium-free consumable for austenitic stainless steels: Effects of dilution and the behavior of bead-on-plate welds. ISIJ Internationa, 46, 698-704.
Spear, J. (2007, June). Using local exhaust ventilation to control welding fume exposure [PowerPoint slides]. Presented at annual American Industrial Hygiene Association Conference and Exposition, Philadelphia, PA.
Wallace, M., & Fischbach, T. (2002). Effectiveness of local exhaust for reducing welding fume exposure during boiler rehabilitation. Applied Occupational and Environmental Journal, 17, 145-151.
Wallace, M., Landon, D., Song, R., & Echt, A. (2001). A field evaluation of the effect of pulsed arc welding technique on reducing worker exposures. Applied Occupational and Environmental Hygiene, 16, 93-97.
Wallace, M., Shulman, S., & Sheehy, J. (2001). Comparing exposure levels by type of welding operation and evaluating the effectiveness of fume extraction guns. Applied Occupational and Environmental Hygiene, 16, 771-777.