By Jerome E. Spear, CSP, CIH
A recent $1 million award by an Illinois jury to a welder was the first plaintiff victory in a welding rod failure-to-warn suit and many similar cases are expected to follow. In the case of Elam v. AO Smith et. al., the jury concluded that the manganese in welding fumes caused a 65-year old worker to develop a neurological disorder similar to Parkinson’s disease (i.e., Manganism). Since there are more than 500,000 workers employed in welding and related occupations in the U.S. (Bureau of Labor Statistics) and another 200,000 welders or more who are retired, there is a potential pool of more 700,000 who are (or previously have) been exposed to welding fumes on a daily basis.
Welding produces various contaminants at a sufficient rate to cause both short and long-term health effects if not properly controlled. A comprehensive review (Antonini) of epidemiological studies of welders indicates that a large number of welders experience some type of respiratory illness (such as bronchitis, airway irritation, lung function changes, and a possible increase in the incidence of lung cancer). Pulmonary infections may also increase in terms of severity, duration, and frequency among welders following exposure to welding while studies have also associated chronic exposure to manganese with a risk for Parkinson’s disease.
The best way to mitigate the potential of large settlements is to provide documented evidence that you have progressively made efforts in controlling exposure to welding fumes and gases. The first step is to understand the potential health effects and recognize the factors that affect a welder’s potential exposure to welding fumes and gases.
Health Effects
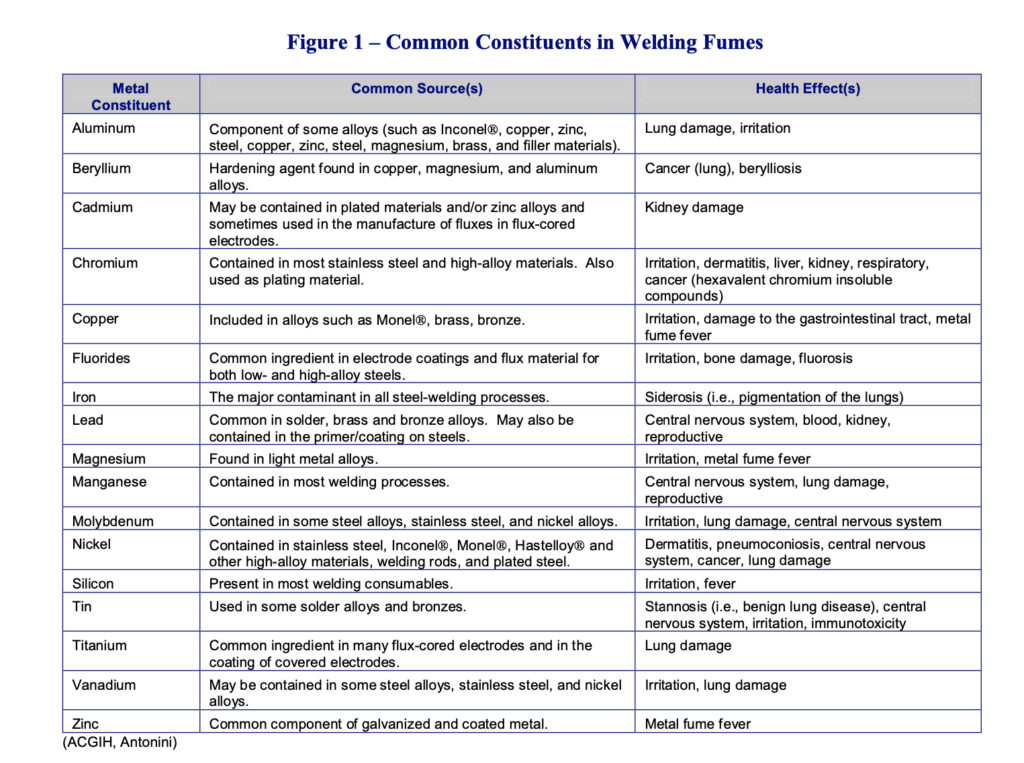
Welding fumes are very small particles that are formed when the vaporized metal rapidly condenses in air and are typically too small to be seen by the naked eye, but collectively, form a visible plume. The health effects associated with metal fumes depend on the specific metals present in the fumes but may range from short-term illnesses, such as metal fume fever (i.e., flulike symptoms), to long-term lung damage and/or neurological disorders, such as lung cancer and/or Parkinson’s disease. Figure 1 includes the most common welding fume constituents and their associated health effects.
Gases are also generated from welding, which may include carbon monoxide, ozone, and nitrogen oxides. Carbon monoxide (CO) is an odorless, colorless gas that may be formed by the incomplete combustion of the electrode covering or flux and by the use of carbon dioxide (CO2) as a shielding gas. Overexposure to CO inhibits the body’s red blood cells to sufficiently carry oxygen to other tissues within the body, which subsequently results in asphyxiation. Welding does not normally generate CO at high enough levels to be a concern; however, high levels of carbon monoxide may potentially accumulate when welding or air arc gouging in confined spaces. There is also a potential of an oxygendeficient atmosphere if welding inside of a confined or enclosed space if an inert gas (such as argon) is used as the shielding gas.
Ozone, nitrogen dioxide and nitric oxide are produced by the interaction of ultraviolet light (from the welding arc) with the surrounding air. These compounds are irritating to the eyes, nose and throat. High exposures can also cause fluid in the lungs and other long-term pulmonary illnesses.
If the metal has been degreased with a chlorinated solvent, other airborne gases (such as phosgene, hydrogen chloride, chlorine gas, etc.) may be produced. These gases generally cause irritation to the eyes, nose and respiratory system and symptoms may be delayed.
Common Welding Processes and Fume Generation Rates
The type of welding process is directly related to the amount of fumes and gases that are generated. Therefore, it is important to have a basic understanding of the welding process in order to assess the risk of exposure.
Shielded Metal Arc Welding (SMAW, “stick welding”) is commonly used for carbon steel welding and low alloy welding. In SMAW, the electrode is held manually, and the electric arc flows between the electrode and the base metal. The electrode is covered with a flux material, which provides a shielding gas for the weld to help minimize impurities. The electrode is consumed in the process, and the filler metal contributes to the weld. SMAW can produce high levels of metal fume and fluoride exposure; however, stick welding is considered to have little potential for generating ozone, nitric oxide and nitrogen dioxide.
Gas Metal Arc Welding (GMAW) or metal inert gas (MIG) welding is typically used for most types of metal and is faster than SMAW. This process involves the flow of an electric arc between the base metal and a continuously spool-fed consumable electrode. Shielding gas is supplied externally; hence, the electrode typically has no flux coating or core. Although GMAW requires a higher electrical current than SMAW, GMAW produces fewer fumes since the electrode has no fluxing agents. However, due to the intense current levels, GMAW produces significant levels of ozone and nitrogen oxides.
Flux Core Arc Welding (FCAW) is used for carbon steels, low alloy steels and stainless steels. This welding process has similarities to both SMAW and GMAW. The consumable electrode is continuously fed from a spool and an electric arc flows between the electrode and base metal. The electrode wire has a central core containing fluxing agents and additional shielding gas may be supplied externally. This welding process generates a substantial amount of fume due to the high electrical currents and the fluxcored electrode. However, FCAW generates little ozone, nitric oxide and nitrogen dioxide.
Gas Tungsten Arc Welding (GTAW) is also known as tungsten inert gas (TIG) welding. GTAW is used on metals such as aluminum, magnesium, carbon steel, stainless steel, brass, silver and copper-nickel alloys. This technique uses a non-consumable tungsten electrode. The filler metal is fed manually and the shielding gas is supplied externally. High electrical currents are used, which causes this process to produce significant levels of ozone, nitric oxide and nitrogen dioxide.
Submerged Arc Welding (SAW) is another common welding process used to weld thick plates of carbon steel and low alloy steels. In this welding process, the electric arc flows between the base metal and a consumable wire electrode; however, the arc is not visible since it is submerged under flux material. This flux material keeps the fumes down and since the arc is not visible, there is little ozone, nitric oxide and nitrogen dioxide that is generated. The major airborne hazard with SAW is the fluoride compounds generated from the flux material.
The primary source of information when determining the components likely to be in the fume is the material safety data sheet of the consumable welding electrode/wire. About 90 to 95 percent of the fumes are generated from the filler metal and flux coating/core of consumable electrodes (Lyttle). Since the base metal weld pool is much cooler than the electrode tip, the base metal contributes only a minor amount of the total fumes. However, the base metal may be a significant factor of the fume exposure if the metal or surface residue contains a highly toxic substance (e.g., lead, cadmium, etc.). Also, the AWS has conducted and published studies that provide the concentrations of selected metal constituents in the fumes produced by various welding electrodes.
In addition to the welding technique, studies have shown that the fume generation rate is also influenced by the following factors:
Electrical current: In general, the fume generation rate is exponentially proportional to the current.
Arc voltage: The fume generation rate generally increases when the arc voltage increases.
Electrode diameter: The electrode diameter has a modest effect on the fume generation rate because of the differences in voltage and current. In general, a small diameter electrode generates more fume than a large diameter electrode.
Electrode angle: The angle of the electrode to the workpiece has a slight (but unpredictable) affect on the fume generation rate.
Shielding gas: In gas-shielded arc welding, the fume generation rate tends to be greater when CO2 (as opposed to argon) is used as the shielding gas.
Speed of welding: As the welding rate increases, the fume generation rate obviously increases.
Steady/current pulsed current welding: Technology has advanced to power sources that have pulsing capabilities. Recent studies have shown that utilizing a pulsing current during welding generates fewer fumes than under steady current welding process.
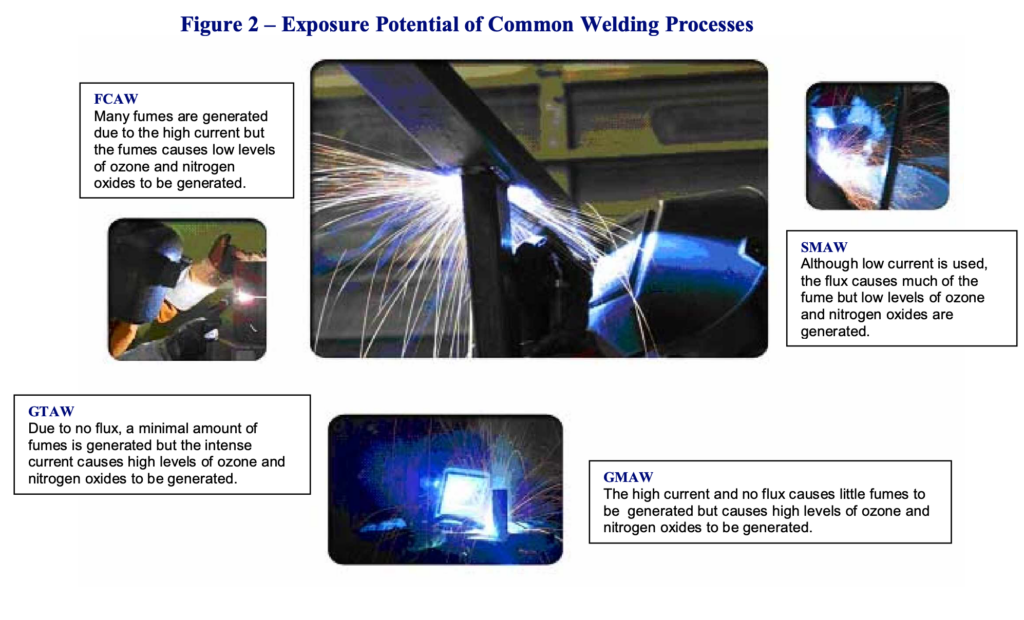
In general, FCAW produces the greatest fume generation rate (for mild steel welding) followed by SMAW, GMAW and GTAW. See Figure 2 for a summary of the relative exposure potential by common welding processes.
Since most of the fumes are attributed to the welding consumables, there has been a drive to develop a number of “low-fume” consumables. The focus appears to be in the reformulation of the flux-cored wire to low-carbon strip materials for the tube and less mineral compounds for the core (Lyttle).
The above information should be considered when performing an initial exposure assessment. The welding process and composition of the material (primarily the ingredients in the electrode unless the steel is coated) should be the basis of categorizing similar exposure groups. High alloy materials tend to contain metals with lower occupational exposure limits (such as chromium, nickel, copper, etc.). The similar exposure groups can be further defined by the specific task, position of the workpiece (in relation to the welder’s breathing zone), presence or absence of local exhaust ventilation and/or other workrelated factors.
References
American Conference of Governmental Industrial Hygienists (ACGIH). Threshold Limit Values for Chemical Substances & Biological Exposure Indices. Cincinnati, OH: ACGIH, 2004.
Antonini, J. “Health Effects of Welding.” Critical Reviews in Toxicology. 33(1)(2003): 61- 103.
Lyttle, K. (2004, March/April). “Optimizing Consumable Selection Increases Productivity, Decreases Fumes.” Gases & Welding Distribution. March/April 2004: 45-47.
U.S. Department of Labor, Bureau of Labor Statistics. < www.bls.gov >.